
砂轮
平面磨和外圆磨作为通用行业里最常见的两种磨削加工,应用十分广。这二种磨削通常选用白刚玉(WA)或铬刚玉(PA)磨料 的砂轮。另外根据粗糙度和工件材料种类的不同,可对砂轮粒度和磨料加以调整。

平面磨和外圆磨作为通用行业里最常见的两种磨削加工,应用十分广。这二种磨削通常选用白刚玉(WA)或铬刚玉(PA)磨料 的砂轮。另外根据粗糙度和工件材料种类的不同,可对砂轮粒度和磨料加以调整。
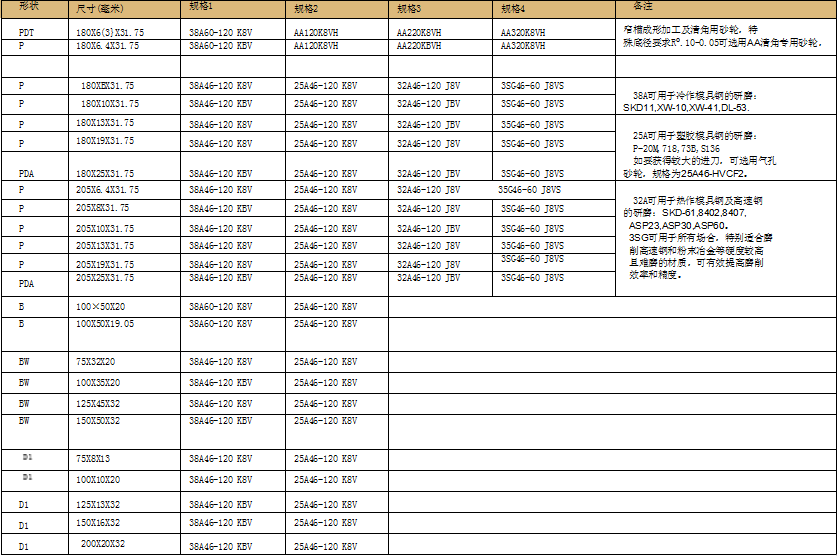
砂轮规格描述

磨料选择范围
产品尺寸范围

砂轮形状标识

注:由于磨床种类繁多,加工要求各异,所以对于有形状
要求的砂轮订货都需要提供砂轮的图纸。如果是重复订
货,只需提供砂轮的产品编号即可。
砂轮粒度范围
陶瓷砂轮的粒度范围一般从24# 至320#,常见粒度为46#、60#、80#、100#和120#。
粒度的选择是根据工件表面所要达到的粗糙度来决定,常用的粒度与表面粗糙度有以下大致的对
应关系:

同时粒度还与接触面积有关系,如果是平面磨或在接触面积较大的情况下,同样的粒度可以获得
比较好的光洁度。
结合剂选择
陶瓷砂轮的结合剂用V表示。不同的速度、硬度和组织结构会有不同的结合剂配方和代号,这些代
号在产品选型时由我们的销售工程师或产品工程师给予确定。
通用行业的普通磨削
平面磨和外圆磨作为通用行业里最常见的两种磨削加工,应用十分广泛。这二种磨削通常选用白刚玉(WA)或铬刚玉(PA)磨料 的砂轮。另外根据粗糙度和工件材料种类的不同,可对砂轮粒度和磨料加以调整。
平面磨和外圆磨砂轮常见尺寸和规格

通用行业的特殊磨削
铝轧辊的磨削
铝轧辊一般是指用来轧制铝板、铝箔的轧辊,常见材料为9Cr2Mo合金钢。铝轧辊磨削通常采用陶瓷砂轮,
因 为轧辊表面要求具有稳定一致和很好的光洁度,在这点上,陶瓷砂轮比树脂砂轮能获得更好的稳定性。
砂轮的基本型号 WA120 -H8V
铸铁的磨削
对于灰口铸铁、球墨铸铁和合金铸铁等铸铁材料,通常选用碳化硅磨料砂轮来进行磨削。但是碳化硅磨料在磨 削时自我损耗太快,并导致工件的尺寸无法控制,所以有时也会用刚玉砂轮来磨削铸铁工件。
![]() 铸铁压缩机曲轴常见砂轮型号 AWA80 -L8V 或 WA80 -L8V
铸铁压缩机曲轴常见砂轮型号 AWA80 -L8V 或 WA80 -L8V
![]() 铸铁柴油机曲轴常见砂轮型号 PA70-L8V 或 SGB70-L8V
铸铁柴油机曲轴常见砂轮型号 PA70-L8V 或 SGB70-L8V
不锈钢工件的磨削
针对不锈钢工件的磨削加工,通常采用单晶刚玉砂轮。因为不锈钢磨削时比较“粘”,所以需要具有锋利切削 刃的磨料。
![]() 砂轮的基本型号 SA60-J8V
砂轮的基本型号 SA60-J8V
当不锈钢工件的直径比较小的时候,可以选用绿碳化硅砂轮来磨削。因为绿碳化硅磨料也有很好的切削能力。
![]() 砂轮的基本型号 GC100-M8V
砂轮的基本型号 GC100-M8V
强力磨削
强力磨是指砂轮以深切缓进的方式进行磨削,通常应用于航空发动机叶片,汽轮机叶片的榫齿磨削,瓦楞 辊辊槽的成型磨削,以及机床导轨的大进给量磨削等。
强力磨砂轮通常是气孔结构,气孔的目的是让冷却液有效进入到磨削区域,避免烧伤,并能容纳金属屑, 避免堵塞砂轮的表面。根据磨削情况的不同,气孔的种类可以设计成大气孔(组织号12)、中气孔(组织号 11)和微气孔(组织号10)。
以下是应用于发动机叶片、瓦楞辊和机床导轨的常用强力磨砂轮型号:
![]() 发动机叶片常用砂轮型号 P400X25X127 WA60-G25VCF2 或 3TG80-G10VXP
发动机叶片常用砂轮型号 P400X25X127 WA60-G25VCF2 或 3TG80-G10VXP
![]() 机床导轨常用砂轮型号 PSA600X100X250 WA46-H25VCF2 或 SA46-G25VCF2
机床导轨常用砂轮型号 PSA600X100X250 WA46-H25VCF2 或 SA46-G25VCF2
模具加工 

在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%-
80%的零部件都依靠模具成型。我们为模具制造加工提供不同种类的 磨削产品。针对一些以模具钢为主的汽车、
塑料、建材模具,普通陶 瓷砂轮可以满足其加工精度的要求,如各种工具磨,平面磨和外圆磨 等,主要加工对象为模具的配合面,模具的标准件,如模架、导向件 和顶杆等。
另外,针对电子模具的开槽加工,最新推出了高性能清角专用砂轮,产品具有极佳的形状保持性和磨削稳定性, 不但能磨出非常精细的槽形,而且能加工出较好的底部直角。
轴承加工
随着汽车、机床等现代制造业的高速发展,市场对高性能传动装置的需求不断增加,几何尺寸、工作 稳定、噪声分贝等日趋严格的
制造要求都需要工件加工时具备极高的磨削精度。具着眼 于轴承发展的未来,为整个加工行业带来了全球领先的磨削方案。
在制造业中轴承加工对磨料磨具的需求最大,覆盖整个轴承制造过程,如轴承套 圈和滚子的端面磨、无心磨,内外圈的沟道磨,轴承内圆磨等。
无心磨砂轮

内圆磨砂轮
磨料选择
高性能磨料
TG: 条状陶瓷烧结刚玉。在磨削性能上最具材料去除能力,并在高速磨削应用 上能发挥最好的效果。
NQ: 特殊设计的陶瓷烧结刚玉。对于所有的合金材料有着特殊的耐磨性和冷切削性。特别是在难磨材料的低磨削力场合(如内圆磨)表现尤为出色。
传统磨料
SA: 单晶刚玉。适用于热处理较硬的合金钢材料,特别是余量去除较大的场合。 PA: 铬刚玉。具有半脆性能和一定的韧性, 磨削性能介于白刚玉和单晶刚玉之间。 WA: 白刚玉。在所有磨料中最具脆性,适用于合金材料的磨削,冷切削效果非常好。A/WA: 棕刚玉或混合刚玉。具有耐磨性好的优点。可用于硬度不高的碳钢工件 磨削,价格比较便宜。
常见型号及应用


Quantum(NQ)内圆磨砂轮加工
TG内圆磨小砂轮
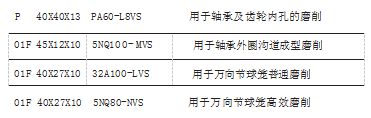
汽车零部件加工
解决方案可广泛应用于汽车发动机领域、变速和转向精密件。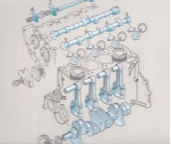
发动机是汽车工业生产与发展最重要的环节。随着技术的发展,它必须满足低能耗,低噪音以及 减少因废气排放所造成的污染。而这一切都和其零部件加工的质量和精度是分不开的。
并适应当今市场需要,为各种磨削应用提供高标准的产品和领先的技术。特别是 在凸轮轴、曲轴、连杆、气门等发动机零部件的内、外圆超高精度磨削中,我们提
供的SG砂轮能 帮助汽车及零部件制造厂商提高生产效率和产品质量、降低生产成本。
柴油机曲轴加工砂轮常见型号推荐
![]() 1067X47X304. 8 19A60-MVH: 混合刚玉,用于一般要求的曲轴磨削。
1067X47X304. 8 19A60-MVH: 混合刚玉,用于一般要求的曲轴磨削。
![]() 1067X47X304. 8 PA54/WA60-M/LVH : “三明治砂轮”,对于底部R角的保型性有较大改善。
1067X47X304. 8 PA54/WA60-M/LVH : “三明治砂轮”,对于底部R角的保型性有较大改善。
![]() 1067X47X304. 8 SGB54-LVH: SG砂轮,磨削性能稳定,减少工件烧伤。
1067X47X304. 8 SGB54-LVH: SG砂轮,磨削性能稳定,减少工件烧伤。
汽油机曲轴加工砂轮常见型号推荐
● 1065X25X304. 8 PA60-LVH PA60-MVH
● 1065X25X304. 8 SGB60-LVHSGB60-MVH
*以上型号选择将根据不同的应用条件来确定。
法兰端面和传动轴的外圆端面磨削

YX 760X70X304. 8 19A80L/60-KVH
对于接触面较大的法兰端面, 需要对粒度加粗,以免发生烧伤。同时砂轮需要做成两层,以达到 不同的加工目的。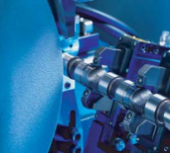
![]() YX 610X95X304. 8 PA80/WA60-L/JV
YX 610X95X304. 8 PA80/WA60-L/JV
对于加工外圆部份和端面部份,砂轮需要做成两层磨料来达到不同的磨削要求。
齿轮加工
高性能的传动装置需要齿轮加工具备极高的磨削精度。拥有一整套齿轮磨削加工产品, 如传统砂轮的内外圆磨削、齿轴成型磨、展成磨、蜗杆磨,伞齿磨,珩齿磨等。
同时,还提供各种高精度的金刚石修整工具,如金刚石滚轮、修整笔等,以满足客户不 同的修整要求。
![]() 齿轮成型磨砂轮型号推荐
齿轮成型磨砂轮型号推荐
![]() 400X45X127 3SG60-GH12VSP
400X45X127 3SG60-GH12VSP
标准SG型号砂轮, 可以满足大部分齿轮成型磨削要求。
![]() 400X45X127 3NQ60-GH12VQNP
400X45X127 3NQ60-GH12VQNP
NQ砂轮,性能类似于SG,在中等模数齿轮加工上表现出较好的磨削效率。
![]() 400X45X127 3TGP80-G12VSP
400X45X127 3TGP80-G12VSP
TG砂轮比普通SG砂轮提高50%以上的切削率。
*以上型号选择将根据不同的应用条件来确定。
齿轮蜗杆磨砂轮型号推荐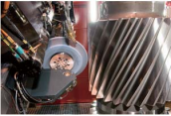
![]() 用于普通齿轮磨削
用于普通齿轮磨削
350X104X160 SA80-JVS 或 400X100X203 PA80-KVS
![]() 用于高速齿轮磨削
用于高速齿轮磨削
220X180X76. 2 5NQ100-JVS 或 220X180X90 5NQ100-JVS
伞齿磨削
配合格里森伞齿磨齿机,推出下列SG型号砂轮:
12.3×3.5×9.9 5SG60-JVS |
13×3.5×10.6 5SG60-JVS |
13.8×3.5×11.2 5SG60-JVS |
可提供的尺寸范围从7到22,标准系列都备有库存。如果是应用于克林博格磨齿机,所配砂轮尺寸 描述为公制,并可以接受专门订制。
安全使用规则
砂轮使用安全手册
不正确的使用会导致砂轮损坏和对操作人员的伤害。请严格遵守机床操作规程及磨具安全规则GB4674/GB2494的规定。为了您的安全,我们建议您 仔细阅读下列准则。
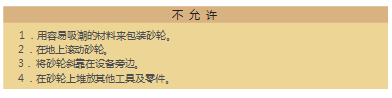
砂轮的搬运
所有的砂轮都是相对易碎的产品,在搬动时必须小心轻放。

![]()
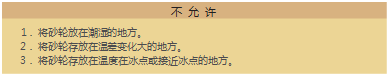
砂轮的保存
保存砂轮时,应对不同类型的产品提供适宜的架子。

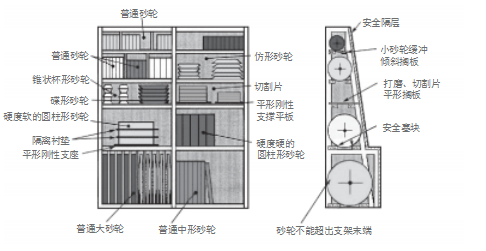
理想的砂轮贮存库
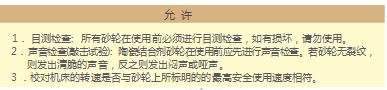
砂轮安装就位前的检查
安装就位前,用目测法或利用声音检查砂轮可能存在的损坏或损伤情况,以及检查机床和砂轮之间的转速是否相符

安全使用规则
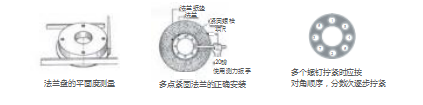
砂轮的安装
正确的砂轮安装就位步骤对砂轮的安全有效使用是极其重要的,因此必须确保实施砂轮安装就位的人员具有相当专业的实际操作水平。

砂轮的使用
即便是符合各项安全检查要求的砂轮,使用中是否安全,在很大程度上还取决于砂轮的实际使用过程和正确的操作方法。

其他注意事项
修整工具
![]() 应选用质量合格的修整工具和正确的修整方式,防止因修整工具本身的质量问题或 修整方式不当而造成砂轮修整无效,并导致磨削温度升高。
应选用质量合格的修整工具和正确的修整方式,防止因修整工具本身的质量问题或 修整方式不当而造成砂轮修整无效,并导致磨削温度升高。
冷却
![]() 应根据实际的操作条件,选择合适的冷却液和确定合理的冷却流量,以防止磨削 温度升高。
应根据实际的操作条件,选择合适的冷却液和确定合理的冷却流量,以防止磨削 温度升高。
砂轮发生爆破的常见问题分析
砂轮发生爆破后,要在第一现场及时收集相关线索和有用信息,并提供破碎砂轮 重新拼结的照片,这对正确判定砂轮爆破原因具有很大的帮助。下图详列了一些砂轮爆破后的类型分析,以供初步判定原因。

资料下载: